
Tube Scarfing Tools
TUBE SCARFING TOOLS
Welding Impeders &
Material for Tube Production Lines
Outside scarfing inserts and holders, mechanical and hydroulic tube inside scarfing systems, cutting rings for inside scarfing, ferrites for welding impeders, epoxy impeder tubes, single and cluster impeders, one-way impeders, cut-off knives… for longitudinal welded (ERW) tubes
Tools used on a Tube Mill:

1. HANGING UNIT
2. IMPEDER
3. OUTSIDE SCARFER
4. INSERT for O. SCARFER
5. INSIDE SCARFER
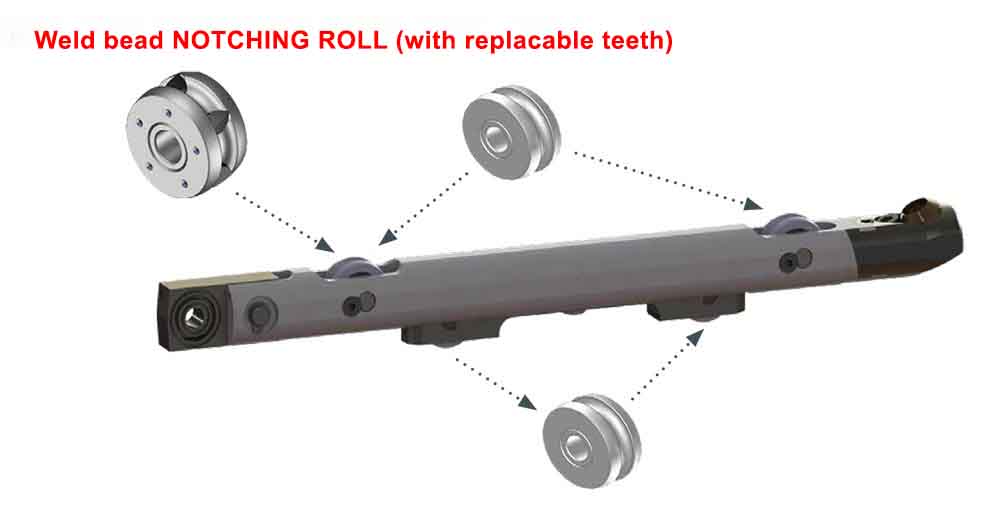
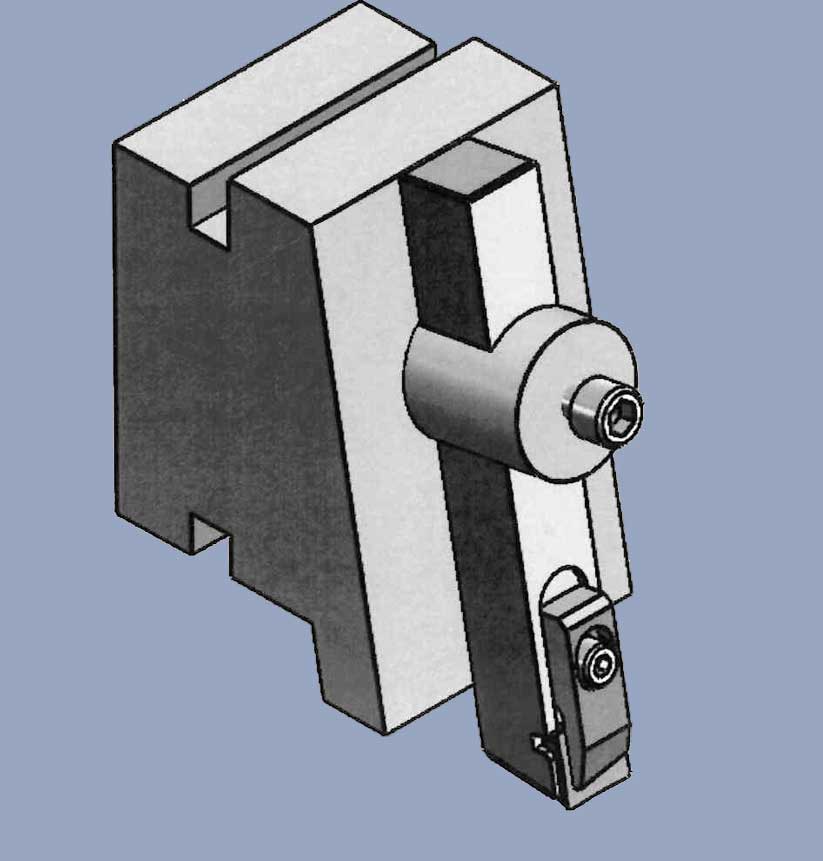
6. NOTCHING ROLL
7. GUIDE ROLLS
8. CUTTING RING
9. RING HOLDER
10. PRESSURE ROLLS
Complete Mechanical & Hydraulic Inside scarfing Systems:
At longitudinal welded tubes, the internal weld bead is smoothened by a cutting ring which is scarfing off the excess material. The cutting ring is hold by a tool: The inside scarfer. This tool is held inside the tube by a tow-bar which connected to the hanging unit. The tow-bar also has an impeder which is needed to be able to heat edges only and to weld the tube. All these parts can be seen in the above drawing and in the picture on right.
For a good scarfing, the pre-condition is, that the tool is supporting itself well to the inner wall during production. The pressure needed, for such support is given by “turning the set-screw of the lower leg” on mechanical tools and by “giving hydraulic pressure” on hydraulic tools.
On the above drawing a tool of new generation can be seen where the classical lower leg has been replaced by a “carrier”. Another type among the family of new generation tools is a “double lower leg” model. Compared to classical tools, they have the advantage that up to a certain wall thickness a notching roll can be used directly in these tools. The aditioanl advantage of the carrier model is, that shocks to the ring by bad buttwelds is reduced by 50%. Less shocks = less breaking of edge of the cutting ring.
There are different sizes of tools. Each tool is able to work within a certain range of inner diameter. Within this range usually more than one impeder can be used in order to increase efficiency and the quality of the weld bead.

Ring Holders:
Here are the hard-workers: Cutting rings and their holders. On the right the holders for different size of scarfing tools are illustrated. Depending on the shape and wall thickness of the tube there are cases where the standard cutting ring will not achive the result expected. Saar Hartmetall gives the choice to use different holders for the same size of tool to get best results in internal tube scarfing.
At Saar Hartmetall there is a wide choice available which enables you to make combinations for best results. Different ring shapes, ring qualities as well as coatings are available to make you save not only on tools and inserts but also to make less stops and to increase productivity.

Cutting Rings:
There are two numbers defining the size of the cutting ring: The number defining the outer diameter and the inner diameter.
Lets take the SR 4 / AR 19 as an example.
The letters SR are standing for the German word “Schneidring” which means “cutting ring”. The letters “AR” are the abbrevation of “Arbeits-Radius” which is the “working(cutting) radius”.
Starting from SR0 and going up to SR8 which is used on scarfing of tubes of a diameter of 300mm and above, in the standard production range, there are many different AR sizes available. When there is a need to scarf coated tubes like aluminized tubes for the automobile industry or in case tubes of heavy-wall thickness, different types of rings will be used.
The Titanium colored VTA coating and the black coloured VTB coating are the most used quality of coatings but they are not the only ones. Depending on your application there are different coatings available all having their unique advantage.

Do you need more information?
The experienced team of UTING Elektronik, coming from the field of tube production is always ready to help!

Outside Scarfing Inserts and Holders:
Saar Hartmetall is offereing four groups of inserts for outside deburring.
As a Hartmetall (Carbide) producer for more than 60 years it is made sure that customers receive the necessary quality at each delivery.
1. SDUN / SDUN-ALU / SGUN: This insert has four cutting edges. The holders are available as “straight” or directed as “Left-directed” and “Right-directed” The directed holders have the job to lead the burr. In addition the clamp fixing the insert is also available as “Straight-clamp”, “Left directed clamp” and “Right directed clamp” by which the burr is directed even more. Clamps have a height adjustment. In the low position the burr will be having a shape of small curls. In the high position the burr will be more staright which may be preferred if it is winded. The position can arbitrarily be chosen to get the desired shape.
2. SNMX: The widely used insert with 8 cutting edges (15,87mm width x 7,8 mm thickness). The SNMX inserts are VTA coated (titanium color) as standard.
3. LDGN: The advantage of the VTA coated insert LDGN is that they can be easily regrinded and that any cutting angle as needed can be given by this re-grinding. Especially at tubes with thin wall thickness and at stainless steel tubes this is an insert with a very good performance.
4. SOMH: The SOMH insert has four cutting edges. With its size of 25x25mm and 9,8 mm thickness it is preferred at tubes with heavy wall thickness and at slow lines. Variants are available for special applications. On the standard holder there is no clamp holding the insert and the burr has the ability to flow straight. In case a leading of the burr/chip is needed an “SOMW-holder with Carbide-Clamp” is a vailable on request.



{kind=link}
{kind=link}